


The manufacturing industry has been adopting various automation solutions as a part of Industry 4.0- the next revolution in manufacturing. To change the way products are produced, as a part of industrial automation, the manufacturing industry is adopting various advanced technologies like Artificial Intelligence (AI), Machine Learning (ML), Internet of Things (IoT), computer vision, robotics, and so on. Specifically, computer vision has taken center stage and revolutionizing various segments of the manufacturing process with its intelligent automation solutions.
Ways Computer Vision Can Transform Manufacturing Industry with Automation
1. Product Assembly
Computer vision applications have a major role in product and component assembly in the manufacturing space. As a part of industry 4.0 automation, most of the manufacturing industry has been implementing computer vision to conduct fully automated product assembly and management processes. For example, it is widely known that close to 70% of the Tesla manufacturing process is automated. 3D modeling designs are generated by computer-aided software. Based on these designs, the computer vision system guides the assembly process precisely. Here computer vision systems constantly monitor and guide the robotic arms and employees in the assembly line.
2. Defect Detection 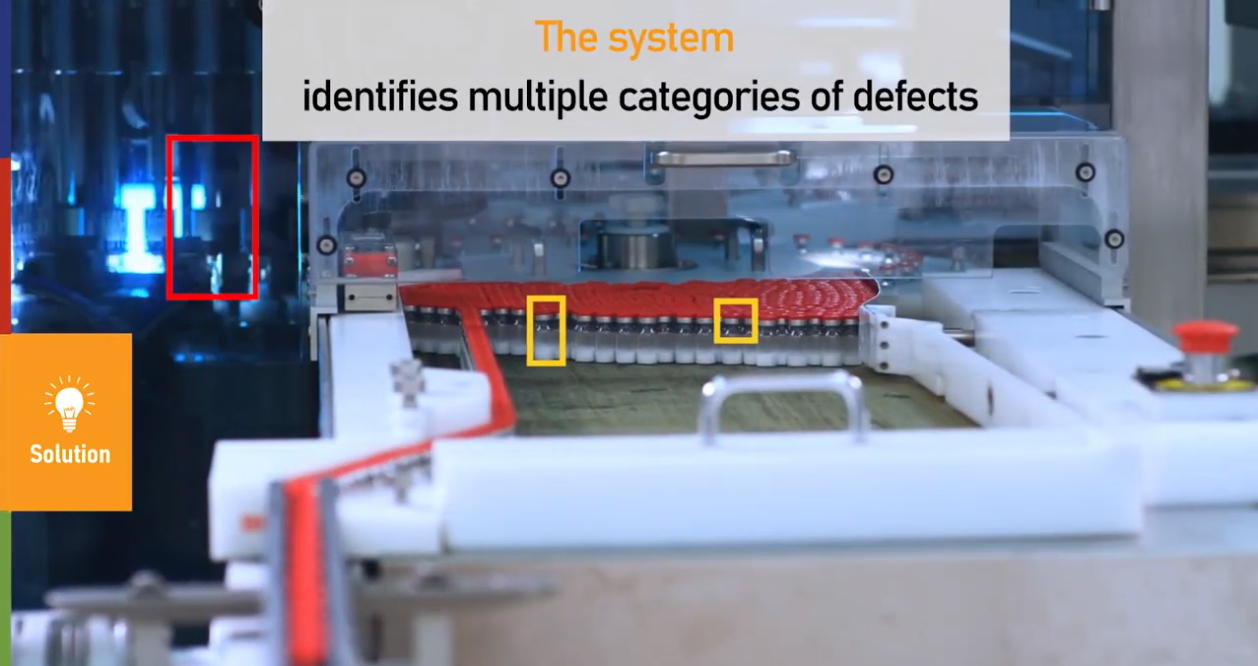
The manufacturing industry often struggles to get 100% accuracy in detect defects in their manufactured products, as it demands systems to monitor defects on a micro-scale (like monitoring the wrong threading). Detecting these defects at the end of the production process or after the delivery to the client can result in increased production costs and leads to customer dissatisfaction. These losses are comparatively far higher than the cost of adopting an AI-powered computer vision defect detection system.
A computer vision-powered application gathers real-time data from cameras and using machine learning algorithms, analyzes the data streams and based on the predefined quality standards, detects the defects, and provides the percentage of deviation. Based on this data, setbacks in the production line process can be traced. This way production process can be error-free and effective. Remember: ”The cost of not detecting a defect is much higher than the cost of detecting the defect.” Investing in a computer vision-based defect detection system can be a cost-effective solution.
3. 3D Vision System
A computer vision inspection system is used in a production line to carry out responsibilities that humans struggle with. In this use case, the system uses high-resolution images to build a full 3D model of components and their connector pins.
As components run through the manufacturing plant, the computer vision system captures various images from different angles to generate a 3D model. These images, when combined and fed to AI algorithms, identify any faulty threading or minor deviation from the design. This technology is very credible in manufacturing industries like automotive, electronic circuits, oil and gas, energy, and so on.
4. Computer Vision-Guided Die Cutting
Rotary and Laser Die Cutting are the most adopted technologies in performing die-cutting in the manufacturing process. Rotary uses hard tooling and steel blades while laser uses high-speed laser light. Even though laser die cutting is more precise, cutting tough materials is challenging and rotary cutting can be used to cut any material.
The manufacturing industry can deploy computer vision systems to perform rotary die cutting to be as precise as laser cutting to cut any sort of design. Once the design pattern is fed to the computer vision system, the system will guide the die cutting machine, be it laser or rotary cutting, to perform cutting accurately.
5. Predictive Maintenance
Some manufacturing processes happen at critical temperatures and environmental conditions, so material degradation or corrosion is common. This results in equipment deformation. If not handled early, this can result in severe losses and halt the manufacturing process. For this reason, manufacturers employ corrosion engineers to ensure the health of machines and avoid corrosion as a part of predictive maintenance. Manufacturers conduct constant monitoring of equipment manually. Computer vision systems, however, can constantly monitor the equipment based on various metrics. If any deviation from metrics suggests corrosion, the computer vision systems can alert the respective managers to carry out maintenance activities proactively.
6. Safety and Security Standards
Employees in the manufacturing industry work in exceedingly dangerous conditions, so the risk of injury is much higher. Not adhering to safety and security standards can cause serious injury or even death. The manufacturing plants are required to abide by safety standards enforced by governing authorities and companies that fail to adhere to these standards must face penalties.
Even though manufacturing companies have cameras installed to monitor employee movement in the plant to ensure safety standards, it is largely a manual monitoring process where an employee must sit and constantly monitor the video stream. The manual processes are error-prone and this error could result in serious consequences. An AI-powered computer vision can be an appropriate solution. This application constantly monitors the manufacturing site right from the entry point, into the site, and exit point. Even if there is a minor violation in compliance, the system reports to a respective manager and alerts the employees too. This way, manufacturing companies can ensure their employees adhere to safety and security standards.
In case of an active accident, the computer vision system can alert managers and staff about where the accident happened and the intensity of the accident so the production process can be halted in that specific area and proactively ensure the safety of employees.

7. Packaging Standards
In some manufacturing companies, it is important to count the number of manufactured pieces before packaging them in a container. Performing this task manually can incur a lot of errors. This problem is more prevalent in pharmaceutical and retail products. Deploying a computer vision system in the packaging process to count the number of pieces, verifies if packaging standards are followed.
Once the items are properly packed, another use case for computer vision is inspecting any damage on the packaging itself. It's important that products get to customers safely and in one piece. Damaged packaging risks damage to the product inside. Computer vision systems can proactively divert any damaged packaging before leaving the plant.
8. Barcode Analysis
Another important aspect is barcode verification. Most products have barcodes on them. The packaging department should cross-check if the printed barcodes are accurate and readable. Cross verifying barcodes of thousands of products manually demands a lot of human hours and is error-prone and costly. Computer vision systems can verify barcodes easily and divert any products with faulty barcodes.
9. Inventory Management
Computer vision systems can help count stock, maintain inventory status in warehouses, and automate and alert managers if any material required for manufacturing is below demand. The computer vision systems can avoid human errors in counting stock.
In massive warehouses, locating stock is difficult. With a computer vision system, based on barcode data, these systems can help inventory managers locate products in the warehouse.

